摘要:Q3110和Q3113拋丸清理滾筒以使用壽命長而箸稱,然而是手工裝卸料,不能用于流水作業線 上,為適應多品種生產流水作業線上的鑄件清理,筆者介紹了自己設計的機械化裝卸料自動拋丸滾筒,并闡明其優于履帶
拋丸清理機的理由及其結構、性能。該滾筒可以用于鑄件流水清理作業線上的 拋丸清理。
關鍵詞:使用壽命;機械化;拋丸滾筒。本文由青島
拋丸機生產廠家青島青工整理,提供各類拋丸機。
1、概述
目前我國汽車年產量已過千萬輛了,但汽車制造廠有幾百家之多。國際上年產千萬輛的國家汽車 制造廠只有數家,因而大多數鑄件都是單品種生產,多種型號的適用單品種鑄件連續拋丸清理機用于 鑄件生產線上。而國內的企業,如:一汽、二汽、天汽、南汽這些大汽車制造廠,其年產只不過兒十萬輛, 在—個企業內也不是只制造一、二種汽車,因其生產汽車品種很多,所以其鑄件生產不可能單品種成 線。20世紀60年代,一汽為發展生產需要,利用原蘇聯提供的圖紙,制造一種型號為且B_4的連續履 帶式拋丸清理機,由于不適用多品種鑄件生產而失敗。其后多家鑄造機械廠和濟南鑄鍛所相繼設計 (研制)這種只適用單品種鑄件連續拋丸清理機(有履帶式的,也有滾筒式的),但都沒有得到推廣。我 國很多像一汽,二汽等那樣的企業,其鑄造生產,從原材料準備、熔化開始,清理工序之前都采用了自 動鑄造生產線,但是當工藝的流水流到鑄件清理工序時,就戛然而止。其鑄件清理作業還是延用20世 紀20、30年代使用的普通履帶拋丸機,雖然有些廠家曾將裝料和卸料機構裝在只從一處(一個門)進 出的普通履帶拋丸機,改造成機械化裝卸料履帶拋丸機,用于清理生產線上。因為裝料和卸料是—個 門口進出,其裝料設備和卸料設備都與門口有很長距離,所以經常出事故;又因裝卸料時要打開大門, 設備內通風系統就不起作用了,這種機器雖然機械化了,但不可能半自動,更不可能自動生產,而是需 要人工操作,因此工人離不開作業區,鑄件清理作業的惡劣環境易使工人患矽肺病。 筆者為改變這種局面,致力于研究設計適用多品種鑄件清理作業的自動機械化裝卸料的拋丸機, 設計出一種“轉子履帶拋丸機”,對普通履帶拋丸機也作了機械化裝卸料改造fl-21。筆者利用計算機繪制 了“QB3110型機械化裝卸料自動拋丸滾筒”的圖紙,征求專家得到的意見是,直徑l Ill的滾筒太小,裝 的鑄件不能太多和太大,否則鑄件會卡住拋丸器而發生事故。針對專家意見,筆者現作了改進,下面是 有關情況的介紹。
2、Q3110、Q3113拋丸滾筒的優缺點
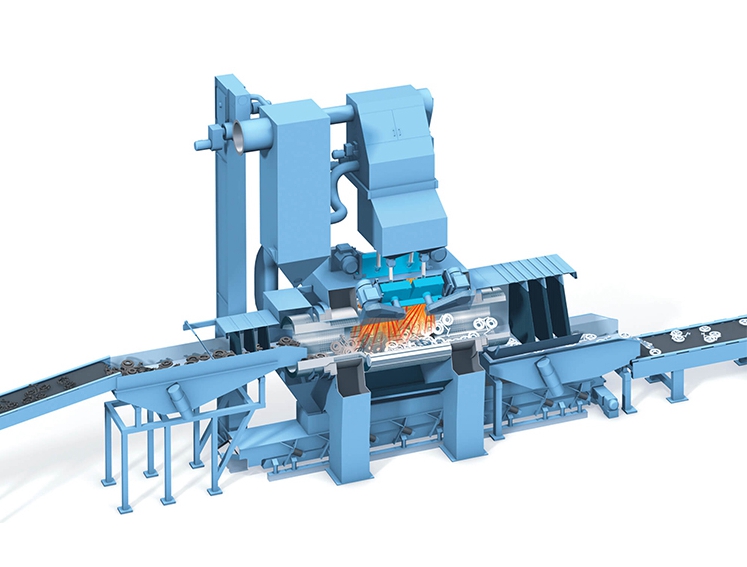
Q31lO等拋丸滾筒的優點是,相對履帶拋丸機使用壽命長,據使用經驗,要長出3—5倍之多,但缺 點是不能機械化裝卸料,而且只能裝一臺拋丸器,生產效率受限制。只適用15kg以下小鑄件使用,如 水暖管件。難適用于汽車鑄件拋丸清理。 自20世紀20、30年代出現履帶拋丸機后,為了使其用于汽車鑄件自動拋丸清理,開發了連續履 帶拋丸機,因履帶使用壽命短,又相繼開發了連續拋丸滾筒,然而,這兩種連續拋丸設備只適用單一品 種的鑄件連續清理。至20世紀40、50年代后,又出現一種傾斜式拋丸滾筒,它適用鑄件品種范圍廣 了,但缺點仍是只能裝一臺(大容量)拋丸器,其生產效率也受限制,而且有震動的高速拋丸器安裝在 一651— 第十二屆全國鑄造年會暨201l中國鑄造活動周論文集 每次裝料時需要啟閉的門上是一種不合理的結構。 筆者試圖以Q3110、QB3113這種形式滾筒拋丸機為基礎發展適用大批量、多品種汽車鑄件流水 作業清理設備。其結構圖如圖1所示。其承載翻轉鑄件的弧形襯板固定在殼體上的,在拋丸時,隨殼體 一起轉動使鑄件翻轉。弧形襯板是鑄造出來的,可使用耐磨性能好的耐磨材料,因而使用壽命長。而履 帶拋丸機的承載和翻轉鑄件的履帶在拋丸時,隨圓形端盤作圓周運動,且其形狀輪廓和孔都是機械加 工出來,不能使用太硬材料,因而使用壽命相對拋丸滾筒短,且造價、使用成本高。滾筒拋丸機的另一 個優點是結構緊湊,見圖1所示。 一般拋丸機械的主要部分有,承載體(滾筒)及其傳動系統;拋丸系統;彈丸循環系繞(收集、提升、 分離、供丸)等三大主要部分,而圖l的拋丸設備在其滾筒內部就包括了這三部分。 將拋丸滾筒也改為機械化裝卸料,而代替履帶拋丸機是鑄造界人們的企盼。

圖1Q31lO拋丸滾筒結構
3機械化裝卸料自動拋丸滾簡結構初探
設計機械化裝卸料拋丸筒結構時,*先想到的是盡多保留原結構,將圖l中的三大主要部分結構 原封保留下來,只去掉門,將兩個滾筒在原門處對接在一起,在其圓柱面上開一個像普通清理滾筒那 樣的門,用機械手開關門,吊起門進行裝卸料,合上門,進行拋丸,再另設計裝料機構和卸料皮帶,就成 為機械化裝卸料自動拋丸滾筒。其原理設想如圖2所示,其立體圖如圖3所示。從原理圖可以看出,在 拋丸時,開動拋丸器和滾筒,則拋丸,翻轉鑄件,彈丸的收集、提升、分離、供丸都解決了。卸料時,依靠 滾筒轉動而卸料,那么在卸料時,滾筒內殘余彈丸也要被滾筒的旋轉而輸出來,這時不拋丸了,它的分 離器幾乎不能儲丸,如果滾筒內料較多,滾筒要轉多圈才能卸完料,這對大批量自動流水生產不適合。 而對于小批量的生產,即每批加入的鑄件較少,滾筒轉l、2圈就卸完料,此種情況下,采用它則十分適 合,因為它是機械化裝卸料,機器可全密閉,工人可遠離設備操作,勞動條件好;又因有兩臺拋丸器,加 入滾筒料少,可縮短拋丸時間,提高生產效率,達到較好經濟效果。圖2上半圖用于多品種作業鑄件自動生產線。鑄件從上道工序(例如落砂t序)輸送來,先儲存在料斗,等夠一批時,并且前一批已清理合 格,卸完料后,再一起加入。圖2下半圖是單工序清理,隨時來料,即可以由料斗加入滾筒內清理,清理 后以滾筒旋轉卸料,由卸料皮帶輸出,送走。 圖3所示方案的所有圖紙中除加料機構、卸料皮帶、門及其開關升降機構是新設計外,其他的都 是生產驗證過的Q3110拋丸滾筒的結構。

圖2機械化裝卸料自動拋丸滾筒原理圖 圖3QZ3110機械化裝卸料自動拋丸滾筒立體圖
4多品種大批量自動流水鑄造生產線上用拋丸滾筒
將拋丸滾筒改造成適用于大批量生產的機械化裝卸料自動拋丸滾筒,就要將彈丸循環系統從筒 中獨立出來,再設計供丸系統,整機包括:滾筒、拋丸器、升降門、彈丸循環系統。滾筒直徑可設置l 000mm、1200mm、l600rnm、2000 mm四種規格,見圖4。其結構除裝卸料、門的開關和拋丸器各有 動力外,其余部件傳動只有一個傳動動力,啟動這一動力,滾筒和彈丸循環系統會同時工作,按程序打
QB31I2掣機械化裝目I料自動拋丸蒗筒
5傳動及底座
為了讓開卸料空間,將底座分為前底座和Ji底座,跨越兩底座劃,在其前后端分別裝上縱動托輪 軸和主動托輪軸。“支承滾筒川。每一托輪軸r有兩個托轱,其中t動托輪軸上的一托輪既有來內傳 遞傳動箱動力的鏈輪,叉有傳遞提升機動力的齒輪。兩坻崖間裝有卸料止帶(圖中的點劃喪示)。底座 是甩地腳螺桂固定千摹礎上j其結構圉5所示。
*底座2后機崖3縱動托輪軸4主動托輪軸5傳動幫6T件輸-n皮帶7疲勞托扳

圖5傳動及底座
6滾筒
滾筒結構見圖6,在滾筒圓周90度,700mm長度范內.開設一個裝卸料(鑄什/f J.用升降門機構 開、閉。開時,裝卸料;閉時,拋九。滾筒外周上有支承托輪L兩條圓軌道.其中一軌道l:帶有一齒圈,齒 嘲節嘲直徑同軌道踏面直徑,這齒嘲和托輪r齒輪嚙臺,確保滾筒r作不打滑,滾筒兩端將原Q3110 上的提升斗改為撥里,將回收的彈丸撥到提升機底部,供提升機提Yl,滾筒內部固定著類似Q3110一 佯的耐磨護板,滾筒內徑為中l 200nlm比Q3110的內徑太r 200mnl,而拋丸器沒有變,其叫輪直徑 仍為400。哪,這改進,使得其裝鑄什空間高度高r 1(30 n刪,增加丁2/5,其裝入較小鑄件單個質量和尺寸機械化裝卸料自動拋n滾筒量和尺寸I都可加大拼用于發動機氣缸體機械化裝卸料n動拋丸滾筒的規格尺寸,據估算,用于解 放牌汽車發動機缸體清理流水線上的自動拋丸滾筒的直徑取剝600mm就”nl,用滾筒這種形式拋 丸機清理缸體比鼠籠拋九機合理,周為沒打鼠籠阻擋彈丸流.提高r散率,而且拋丸器裝在發動機兩 端上角,既nf拋其表面,也a』打到其內腔,清理其砂芯:邊旋轉邊拋丸,拋^內腔中彈丸和芯砂,從水套

7升降門
升降fJ的結構址周7,『h于是黑白復印.阿7的線條分辯不清楚,但其J〕架(包括fJ板J、機械手 (抓放機構,鎖緊和放松機構)和升降機構.逆是I分辯清楚的。當門F降和滾筒臺在一起,并由鎖緊機 構鎖緊時,成為整個圓形滾筒部分.不影響鑄件翻轉平【I撣丸的同收,其下作的運動情況參見阿2,
8左、右構架
左、右構架結構見圖8。左右構架實際L姓滾筒兩端密封掣,左,右拋丸器支承架和左右提升帆 下罐殼.在左、有構架山腔,有裝在滾筒J。收彈丸的撥義,將彈丸撥到提升機底部供提Yl機提升:左 右構架足崩蝶栓雨定底胯}:構架上南維修門和它的蓋板
9拋丸器
拋丸器為左右各白,分別裝在左、右構架上,從兩端向滾筒內鑄件拋九清理。拋丸器本身結構和 R-r同Q3110的拋丸器,m干滾筒“張相比Q3110的蒗簡直徑加上r 200盯u仉拋丸器耍向外移出45 m,,r抬高33n,聞而拋mu高度由1】5mnl加大到160mn,(此處說的高度是圖9示的寬度),和滾 筒對接口的K-j_和位置不變
10彈丸循環系統(提升、分離、供丸)
df丁提升機動力m滾筒動』J通過齒輪傳遞過來,以下皮帶輪作主動輪.提升’}挖式取料,由皮帶 提升到分器分離,再南供丸剛按控制程序供丸,上皮帶輪的上下移動而張緊皮帶(圖10)。 l主架2弧椅顰3E肜掏架4斜梯形維修蓋5星動彤維修蓋6下g維修蓋 陌8左右構架

圖9拋丸器 挺升機殼志2分離器3供丸剃4F皮帶輪5I二皮帶輪6提51皮帶7提升斗 例10彈丸循環采統(挺a分離供丸)
11結束語
這一設計足K期工作經驗和投^的成果,寄望有識之七合作,井將其開&出米,使我國落后的鑄 件清理T藝有所改觀,這也符合目前借導的綠色鑄造的潮流
參考文獻: 徐金鴻“自動鑄造4#產線的拋丸機【11:轉r膻帶拋九機”發研究川鑄盎設備研究26(”14-〕6
【2j徐金鴻自動鑄造生產線L的拋n機(2】:占罹帶拋丸機吐造…鑄造沒薔研充2(X)6HF6-8


 魯公網安備 37021102001299號
魯公網安備 37021102001299號